湖北铭程精密机械有限责任公司
企业官网:www.hbmcsk.com

 服务热线
服务热线

该机床完全改变了老式插床、内拉床、 刨床加工内孔键槽的理念,综合了插、拉、刨床三者的优点 ,设计新颖,并采用数控技术和独特的内孔定心工艺以及特殊的进刀原理,它的加工速度和加工精度是传统方法没法比的,加工精度好,速度快,可代替插床、内拉床、线切割机床加工长孔和超长孔类工件的通孔槽、不通槽。
目前其优异的性能已得到用户验证,客户普遍反映该机床精度高,效率高,方便实用;其总体性能已接近或达到欧洲键槽机床;有些技术指标如在内孔槽加工长度方面已超过欧洲键槽机床。
本机床精心设计,布局合理,结构紧凑,外形美观,维修方便,自动化程度较高;经济实用,是加工高质量、疑难、复杂、精密长内孔槽和超长内孔槽的 、乃至最后设备选择。
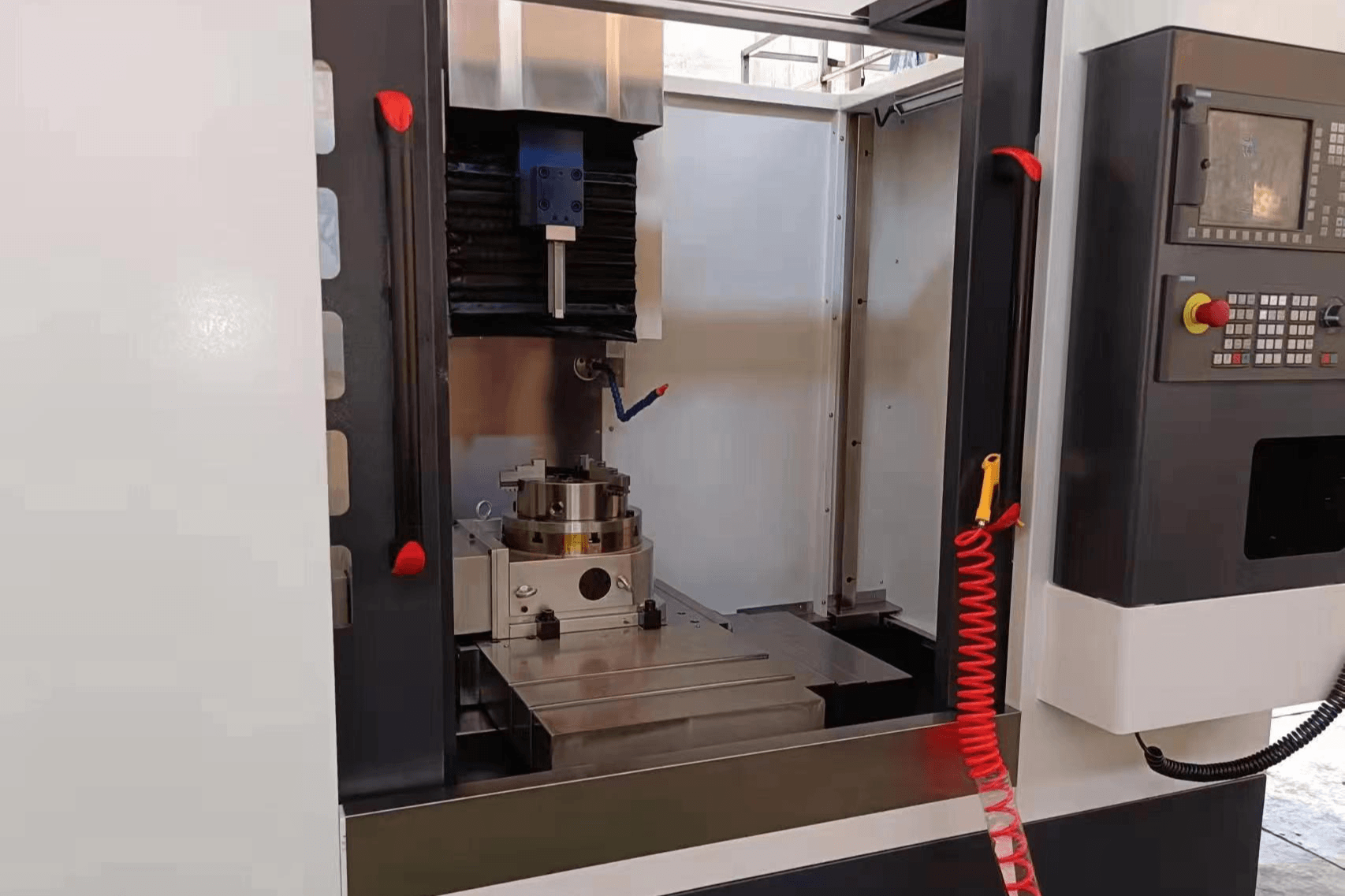
一、机床的组成:
(1)床身及底座 (2)自动拉削系统 (3)自动进刀系统 (4)伺服控制系统
(5)切削油冷却循环系统 (6)自动集中润滑系统(7)自动排屑系统 (8)附、配套件
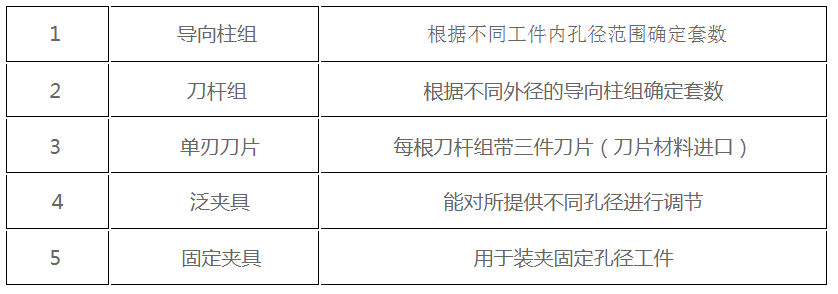
主要附、配套件表
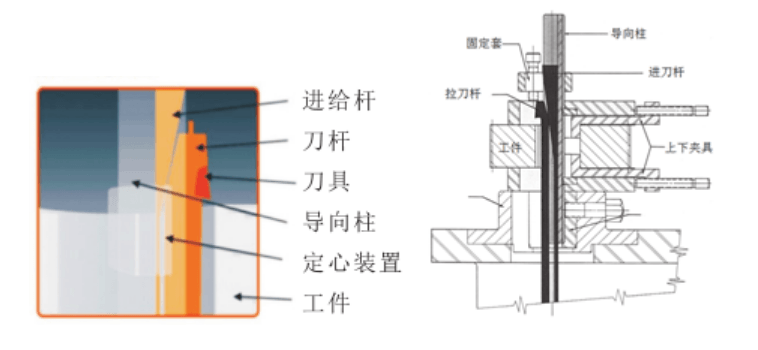
二、机床加工原理
1、采用精密滚珠丝杠作往复和进给运动,设计采用了用于往复切削运动和进给运动的两个滚珠丝杠,沿着同一直线分布执行垂直往复切削。键槽机两个滚珠丝杠这样的位置设计,使得往复切削力始终 沿着机床中心线。
2、刀架滑块在机床上的两个坚硬的圆柱导轨之间做垂直直线往复运动,使刀架滑块能保持快速平稳地高精度运行。
3、往复运动轴和进给轴由集成编码控制,消除了由于灵敏的直线位移测量控制系统所导致的故障。
4、切削油直接冲刷冷却于导引杆、单刀片和工件待加工部位上,冷却并润滑减少磨损,以确保加工精度,提高生产效率。
5、拉削时工作平台不动,刀具向下移动进行拉削。
6、拉削、进刀、排屑均可自动完成。
三 、机床特性
1、 采用特殊的内孔定心技术和进刀原理
2、 工件找正容易,装夹方便、自动进刀
3、 采用单刃刀片拉削,刀具使用、维护方便, 使用成本低
4、 采用进口滚珠丝杠驱动作往复和进给运动,比液压机床运动精确
5、 使用智慧触摸屏控制,可预先设置切削速度、回程速度、进给速度、进给总量
6、 采用世界先进的西门子数控系统,性能稳定
7、 加工精度高、速度快、高效率
8、 可加工淬火前、后的材料
9、 节约能源高达60%。 比液压机床环保,并节约了液压油
10、 结构紧密 、占地面积少
11、 性能稳定,使用寿命长
12、 操作简单,易维护
13、 机床与进口同类机床相比性价比高
四、加工用途
1. 内孔平键键槽 2. 不同齿形内花键 3. 孔内螺旋油槽、内螺旋齿轮
4. 螺旋内花键 5. 锥形内花键 6. 特殊型面
以上都能加工成形通孔槽、不通槽
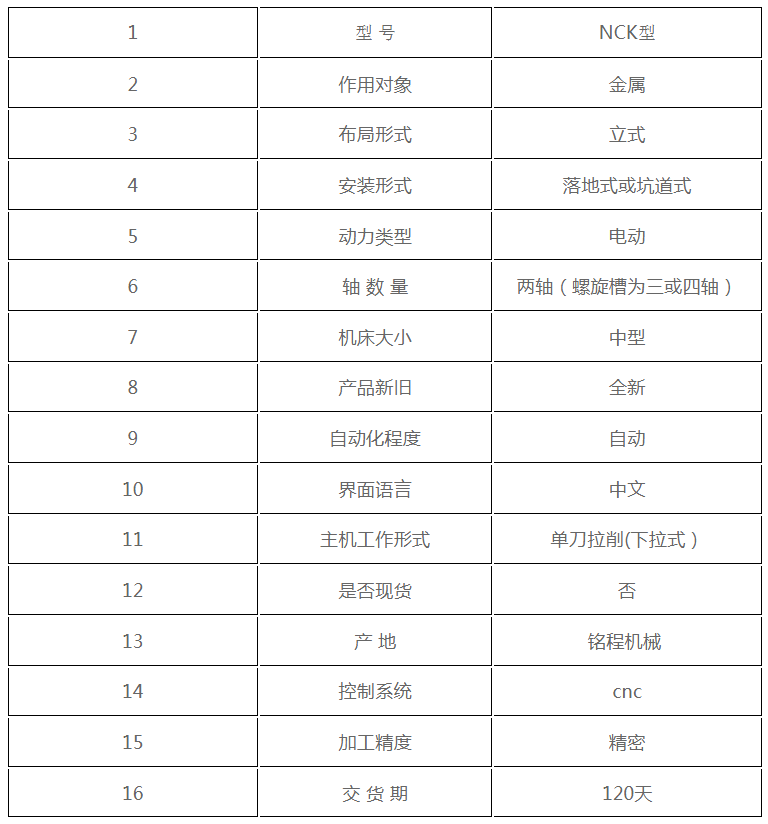
五、机床的型号
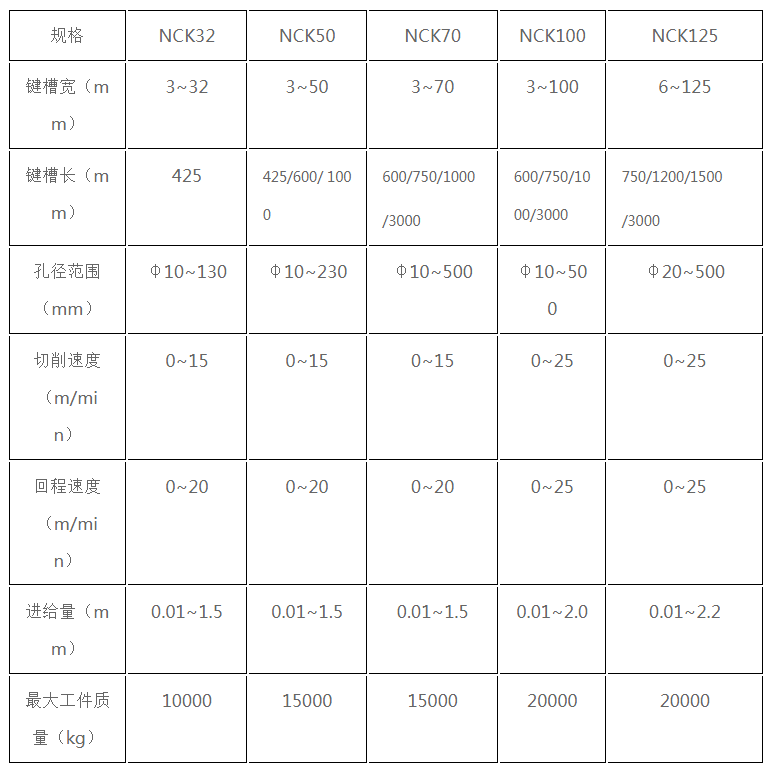
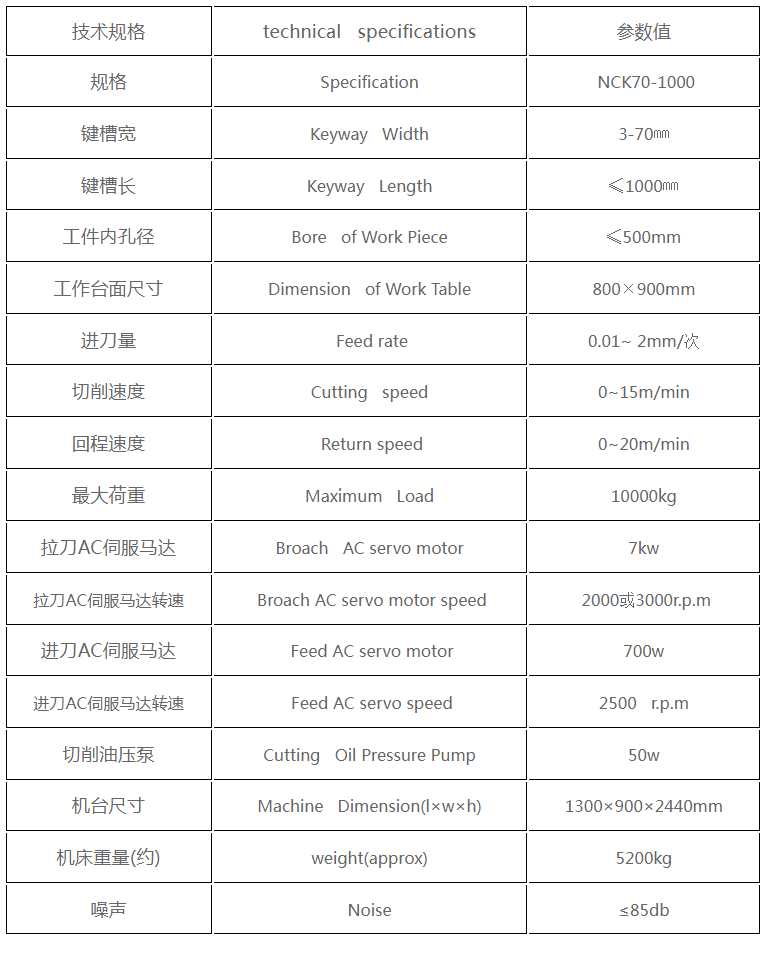
六、主要工艺、技术参数 表一
以NCK70-1000数控键槽机床为例 表二
七、主要配套件供应商
配套件供应商 以进口一流或者国产一流的品牌为主。